Industry Knowledge
How Microstructure Design Determines the Optical Performance of a Plastic Diffuser Panel
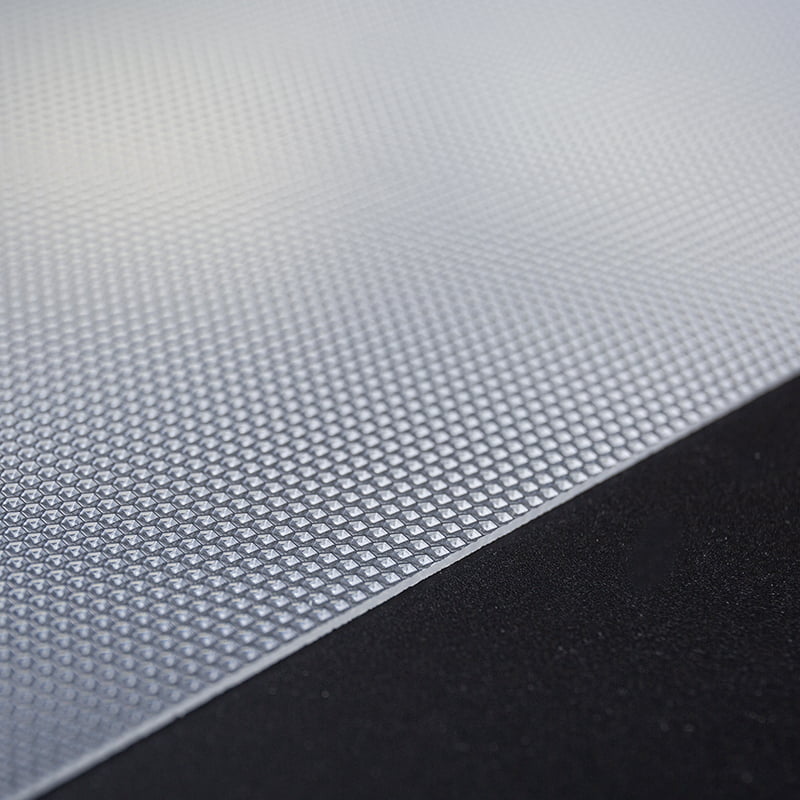
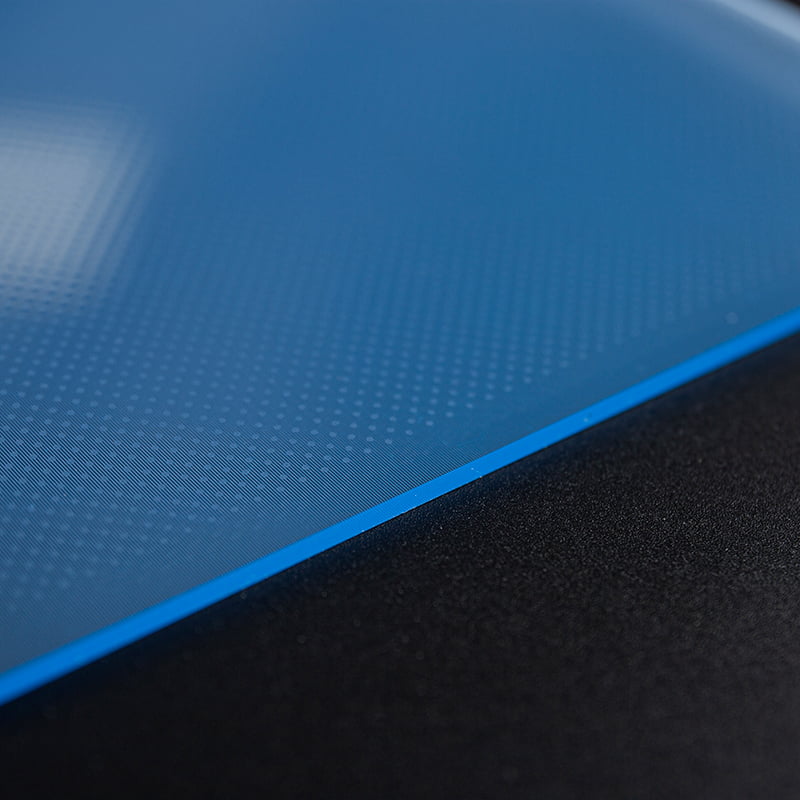
Not all diffusion is created equal. The surface microstructure of a Plastic Diffuser Panel — whether it uses pyramid arrays, lens arrays, or stochastic roughness — directly governs how light scatters, where hotspots appear, and how much total flux is lost in the process. A lens-array structure can achieve transmission efficiency above 92% while maintaining a haze value over 95%, whereas a purely roughened surface often sacrifices 8–15% of luminous flux to achieve comparable diffusion uniformity. At Suzhou Gentle Photoelectric Technology Co., Ltd., microstructure geometry is engineered at the formulation stage rather than added as an afterthought, which is why two panels with identical substrate thickness can produce dramatically different angular distributions.
The key measurable parameters that microstructure controls include:
- Haze (%): ratio of diffuse transmittance to total transmittance — typically 85–98% for diffusion-grade sheets
- Total Light Transmittance (TT): how much incoming lumens exit the panel, directly affecting fixture efficiency
- FWHM (Full Width at Half Maximum): the angular spread of the output beam; wider FWHM improves area uniformity
- Clarity: ability to resolve objects through the panel — deliberately reduced in privacy or decorative applications
Understanding these parameters helps procurement engineers avoid over-specifying haze (which wastes lumens) or under-specifying it (which leaves LED point sources visible through the panel).
Material Comparison: Choosing Between PC, PMMA, and PP for Plastic Light Diffuser Panels
Substrate selection has consequences that extend well beyond initial cost. The three dominant thermoplastics used for Plastic Light Diffuser Panels — polycarbonate (PC), polymethyl methacrylate (PMMA), and polypropylene (PP) — each involve real trade-offs across optical clarity, weatherability, chemical resistance, and processing compatibility.
| Property |
PC |
PMMA |
PP |
| Base Transmittance |
88–90% |
92–93% |
80–85% |
| Impact Resistance |
Excellent |
Moderate |
Good |
| UV Weatherability (uncoated) |
Yellows without UV coat |
Excellent intrinsic stability |
Degrades rapidly |
| Max Continuous Use Temp |
~120°C |
~85°C |
~100°C |
| Typical Application Fit |
Industrial, automotive |
Commercial lighting, displays |
Low-cost indoor fixtures |
For outdoor signage and façade lighting where panels face sustained UV exposure, PMMA's intrinsic UV stability makes it the preferred base even though its impact toughness is lower than PC. When mechanical robustness is non-negotiable — such as in transportation or industrial enclosures — PC with a UV-stabilizing co-extrusion cap layer offers the best balance. PP remains relevant only in cost-sensitive, short-lifecycle applications where optical precision is secondary.
What "Customized Optical Material Solutions" Actually Involves in Practice
The term "custom" is frequently used in optical material sourcing but rarely defined with precision. At Suzhou Gentle Photoelectric Technology Co., Ltd., full-process customization for a Led Light Diffuser Sheet begins at the material formulation level — meaning the scattering particle size distribution, refractive index contrast, and additive package are adjusted specifically for a client's light source geometry and fixture depth before any tooling is cut.
A practical custom development cycle typically proceeds through these phases:
- Optical simulation: Ray-tracing models are built using the client's LED array pitch, intensity distribution (typically a Lambertian or batwing pattern), and the target fixture depth. This predicts the required haze, thickness, and surface structure before any physical sample is made.
- Material formulation iteration: Scattering agent type and loading percentage are adjusted in small lab batches. Each iteration is measured on a haze meter and spectrophotometer to track transmittance retention across the 400–780 nm visible range.
- Pilot extrusion trial: A short production run confirms that lab-scale optical properties are reproducible at full line speed and roll width, since shear rate and thermal history during extrusion can shift particle orientation and haze value by 3–6% from lab baseline.
- System-level verification: The diffuser is built into a mock-up of the actual fixture and measured for luminance uniformity (typically expressed as Lmax/Lmin), total system efficacy (lm/W), and any glare index (UGR) requirements specified by the end project.
This sequence applies across the display, lighting, consumer electronics, automotive, and medical equipment sectors — though the acceptance criteria in each differ substantially. Medical luminaire panels, for instance, may require additional documentation of biocompatibility or compliance with specific flicker standards not relevant to commercial architectural lighting.
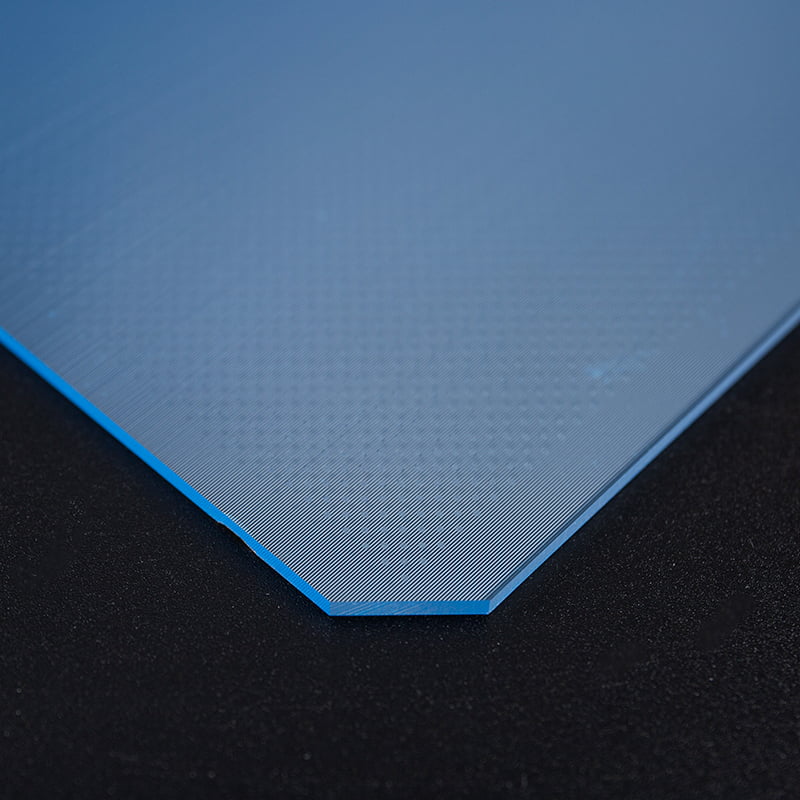
Diffusion Uniformity vs. Efficiency: The Trade-Off That Affects Every LED Fixture
Pushing haze above 95% in a Led Light Diffuser Sheet generally improves spatial uniformity but reduces total transmittance — and this relationship is not linear. Between 85% and 92% haze, transmittance loss is relatively modest (often 2–4%). Beyond 95% haze, each additional point of diffusion typically costs 1.5–2.5% in transmitted lumens. For a 40W panel luminaire targeting 100 lm/W system efficacy, a poorly chosen diffuser that sacrifices 10% transmittance forces the driver and LED package to compensate for roughly 40 lm — heat that reduces LED lifetime and adds component cost.
The practical solution is to match diffusion level to fixture depth rather than maximizing haze by default. A standard recessed troffer with 80mm between the LED array and the diffuser panel needs far less scattering than a slim edge-lit panel where the optical path is only 12–15mm. Specifying a Plastic Light Diffuser Panel without knowing the fixture's L/D ratio (luminaire depth divided by LED array pitch) is a common source of either visible hotspots or unnecessary lumen loss in production fixtures.
Recommended Haze Ranges by Fixture Geometry
- Deep-cavity downlights (depth ≥ 60mm): 70–85% haze is usually sufficient
- Standard panel luminaires (30–60mm depth): 88–93% haze provides good balance
- Slim direct-lit panels (15–30mm depth): 93–97% haze typically required
- Ultra-thin edge-lit panels (≤ 12mm): combined diffusion film stacks or dedicated light guide plate designs are more effective than a single thick diffuser
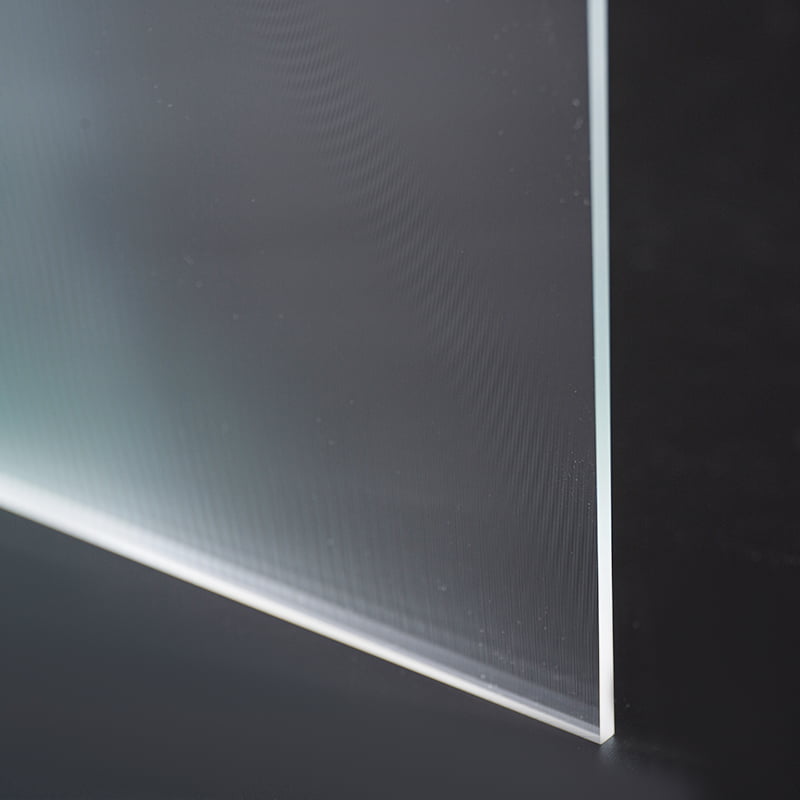
Aging Behavior and Long-Term Yellowing in Plastic Light Diffuser Panels
Yellowing is the primary photometric failure mode for Plastic Light Diffuser Panels in long-running installations. The mechanism differs between UV-induced degradation (relevant for exterior or UV-exposed applications) and thermal-oxidative degradation (relevant for enclosed fixtures running at elevated junction temperatures). PMMA substrates are intrinsically more UV-stable than uncoated PC, but both materials are susceptible to thermal yellowing if the fixture's thermal management allows the diffuser surface to exceed 70°C continuously.
The YI (Yellowness Index) per ASTM E313 is the standard metric for quantifying this degradation. A well-formulated diffusion panel should maintain a delta-YI below 3 after 1,000 hours of UV exposure per IEC 60068-2-5 (simulated solar radiation) or after 2,000 hours at 85°C thermal aging. Panels that fail this threshold will visibly shift the fixture's color rendering — particularly noticeable at the blue end of the spectrum, where a ΔEab of 2–3 becomes perceptible to most observers under 4000K CCT light sources.
When sourcing Led Light Diffuser Sheet material for projects with 50,000-hour luminaire lifetime targets, requesting accelerated aging test reports and asking specifically about antioxidant package and UV stabilizer loading is more informative than relying on material grade names alone. The same base resin grade from the same polymer supplier can show very different long-term stability depending on the additive system incorporated by the sheet manufacturer.
Wholesale Procurement of LED Lighting Plastic Diffuser Sheets: Key Specification Points
Wholesale procurement of LED Lighting Plastic Diffuser Sheets from a factory source like Suzhou Gentle Photoelectric Technology Co., Ltd. involves specification variables that are rarely covered completely in standard data sheets. Before issuing a purchase order for volume quantities, confirming the following with the supplier prevents the most common downstream issues:
- Roll vs. sheet format: Roll stock minimizes cutting waste for continuous processing lines; pre-cut sheets reduce handling labor for fixture assembly. Confirm the available roll widths and whether sheet-cutting tolerance is held to ±0.3mm or tighter for snap-fit fixture designs.
- Thickness tolerance: Extruded diffuser panels typically carry a ±5–8% thickness tolerance by default. Tight-tolerance versions (±3%) are available but command a premium. For edge-lit light guide plate systems, thickness uniformity directly affects coupling efficiency.
- Batch-to-batch haze consistency: Ask for the Cpk value on haze for the production line. A Cpk ≥ 1.33 indicates the process is capable of holding haze within ±1.5% of target across production batches — important when ordering multiple batches over a product lifecycle.
- Surface protection film: Confirm whether the protective PE film is electrostatic or adhesive-backed, and the recommended removal timing relative to fixture assembly. Adhesive residue from poorly matched protection film is a frequent cause of panel rejection at the assembly stage.
- Compliance documentation: For consumer electronics and medical equipment applications, confirm availability of RoHS compliance certificates, UL 94 flame classification reports (typically V-2 or V-0 depending on application), and whether food-contact or biocompatibility documentation is applicable.
Establishing these parameters in the initial specification stage — rather than discovering them during first article inspection — significantly reduces the lead time for qualification and accelerates the transition from pilot to mass production.
 English
English Español
Español