Industry Knowledge
How Extrusion Output Rates Shape the Economics of Polycarbonate Sheets at Scale
The ability of a continuous extrusion line to produce tens of tons of Polycarbonate Sheets per day is not simply a capacity metric — it fundamentally changes the cost structure and supply reliability that downstream fabricators and OEMs can depend on. Batch-process manufacturing of optical-grade sheet introduces inter-batch variation in resin lot, melt temperature history, and roll pressure that accumulates into measurable differences in haze, thickness uniformity, and surface quality across production runs. Continuous extrusion eliminates these inter-batch seams: once the line reaches thermal and pressure equilibrium, it holds those conditions for the full production run, producing sheet with far lower lot-to-lot optical variation than any batch process can achieve. For industries like display and lighting where Clear Polycarbonate Sheet must pass consistent transmittance and haze measurements across every delivery, this process continuity is a qualification prerequisite, not a convenience.
High daily output also enables economic stock-holding strategies that benefit customers requiring urgent or flexible volumes. A line producing 20–30 tonnes per day can maintain finished-goods buffer stock across multiple standard thicknesses and widths without the capital intensity that would make such inventory impractical for lower-throughput producers. Suzhou Gentle Photoelectric Technology Co., Ltd., as a high-tech enterprise specializing in the R&D, production, and sales of new optical materials with a 17,600 m² manufacturing base, leverages this production scale to support full-process customized development — from pilot trials through mass production — across its PC, PMMA, PS, PP, and ABS sheet series for customers in display, lighting, consumer electronics, automotive, and medical equipment sectors.
Dimensional Stability in Polycarbonate Sheets: Why 0.5–0.7% Shrinkage Tolerance Matters for Precision Fabrication
Molding shrinkage of 0.5–0.7% places Polycarbonate Sheets among the most dimensionally stable thermoplastics in common use. To put this in practical terms: a 1,000 mm sheet dimension will deviate by no more than 5–7 mm from nominal across the full range of post-processing thermal cycling. For comparison, polypropylene (PP) shrinks at 1.5–2.5% and polyethylene (PE) at 1.5–3.5%, making them unsuitable for applications where cut-to-size panels must fit into precision frames, slot into optical assemblies, or align with printed registration marks without dimensional compensation. The low shrinkage of PC derives from its amorphous polymer structure — unlike semi-crystalline polymers that undergo significant volume reduction as crystalline domains form on cooling, amorphous PC solidifies without a crystallization transition, producing predictable and repeatable dimensional behavior from the melt.
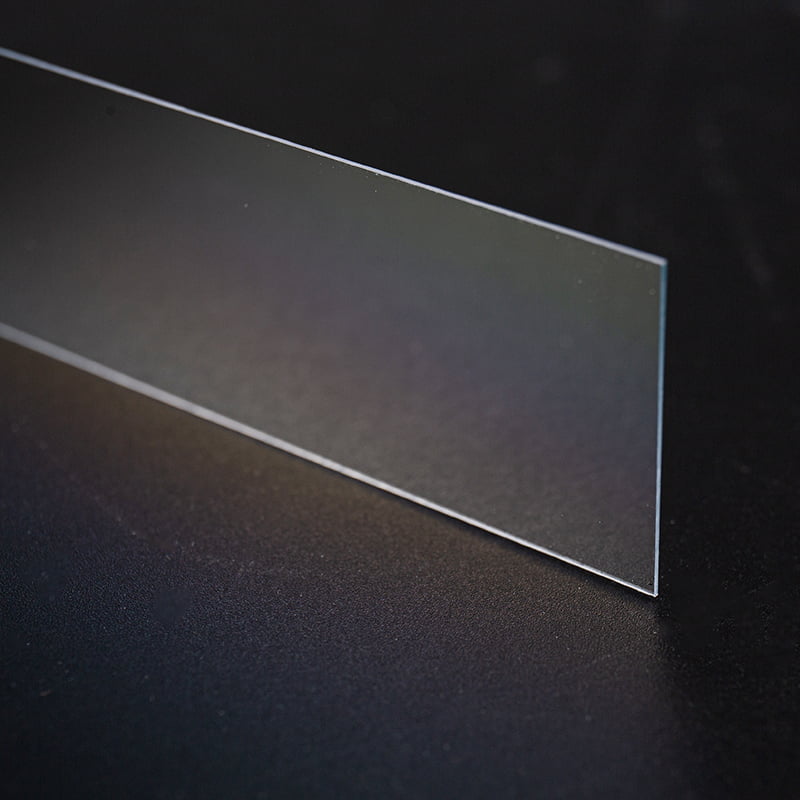
This dimensional stability is particularly consequential for 1mm Polycarbonate Sheets used in thin optical components, where even small dimensional deviations represent a significant fraction of the total part thickness. A 1 mm sheet with ±0.6% thickness tolerance holds to ±0.006 mm — a precision level that is directly comparable to optically ground glass components and that enables reliable performance in edge-lit light guide plate systems, prismatic diffuser layers, and precision-cut display protective covers where stacking tolerance budgets are tight. Fabricators who switch from higher-shrinkage materials to PC for these applications typically report measurable improvements in first-pass yield because fewer parts fall outside the dimensional acceptance window.
Anisotropic shrinkage — different shrinkage rates in the machine direction versus the transverse direction — is a secondary dimension of this property that matters for large-format sheet. Extrusion-direction molecular orientation in PC sheet typically produces slightly lower shrinkage in the machine direction than transverse, which means square panels cut from roll stock will not shrink uniformly if subsequently thermoformed or annealed. Specifying the orientation direction on drawings and accounting for this asymmetry in forming tool design prevents warpage failures in large curved panels made from flat Clear Polycarbonate Sheet stock.
Co-Extrusion of Functional Layers: How Anti UV Polycarbonate Sheet Achieves Protection That Coating Cannot
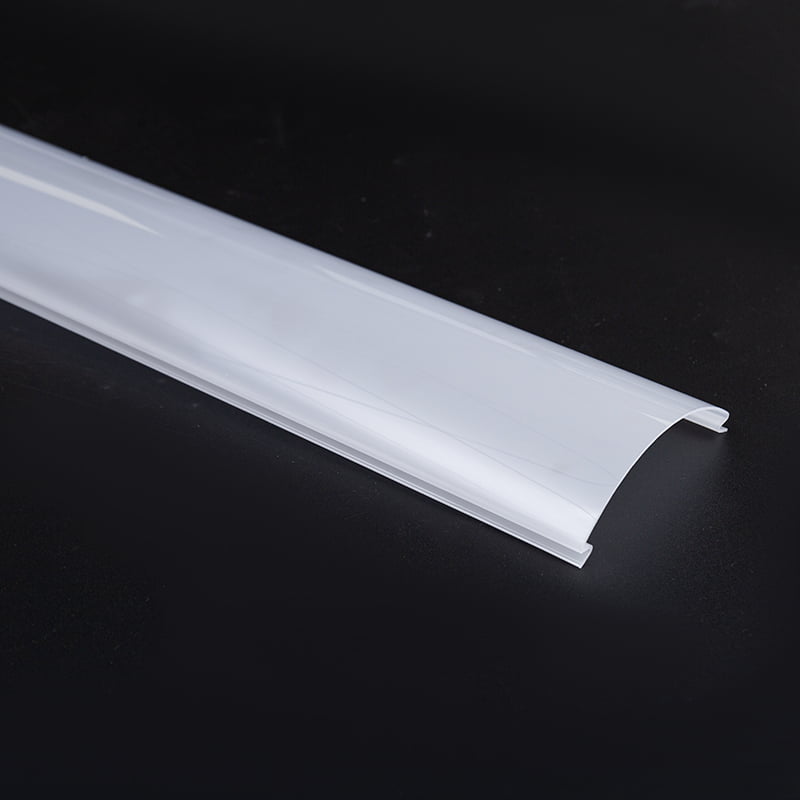
The co-extrusion process that forms UV-blocking, abrasion-resistant, and color layers on Anti UV Polycarbonate Sheet in a single production pass represents a fundamentally different approach to surface protection compared to post-extrusion coating. When a UV-stabilized cap layer is co-extruded simultaneously with the PC substrate, it forms a true polymer-to-polymer interface with molecular-level adhesion — there is no coating-to-substrate boundary that can delaminate under thermal cycling, UV exposure, or mechanical stress. The cap layer thickness can be held to ±0.01 mm precision across the full sheet width because it is controlled by the same die geometry that controls substrate thickness, not by a separate coating process with its own thickness variability.
The practical performance difference between co-extruded and coated UV protection is measurable in field performance. Post-coated UV layers typically hold to warranted performance for 5–7 years of outdoor exposure before the coating begins to show micro-crazing, adhesion loss, or localized delamination at scratch sites. Co-extruded UV cap layers on quality Anti UV Polycarbonate Sheet maintain their protective performance for 10–15 years in the same exposure conditions, because the UV absorber is distributed through the polymer matrix of the cap layer rather than sitting at a coating surface where mechanical abrasion and thermal stress concentrate degradation. For applications such as architectural skylights, greenhouse glazing panels, and outdoor signage enclosures where sheet replacement requires scaffolding or structural access, the difference in service life has a direct economic value that justifies specification of co-extruded UV grades over coated alternatives even when the unit price is higher.
The same co-extrusion capability that deposits UV-blocking cap layers can simultaneously produce abrasion-resistant surfaces, privacy or diffusing functional layers, and colorant-bearing plies in a single pass through a multi-manifold die. Suzhou Gentle Photoelectric Technology Co., Ltd. applies this multi-layer co-extrusion approach within its PC sheet series, enabling customized optical material solutions that combine UV protection with specific transmittance, haze, or surface texture requirements in one integrated sheet — eliminating the quality risks and cost of multi-step post-processing that would otherwise be required to achieve the same functional combination.
Cold Bending, Hot Bending, Cutting, and Drilling: A Fabricator's Guide to Processing Polycarbonate Sheets
The processability of Polycarbonate Sheets across four distinct fabrication methods — cold bending, hot bending, cutting, and drilling — gives fabricators flexibility that few other rigid optical materials can match at comparable performance levels. Each method has specific process windows and failure modes that must be understood to achieve consistent results, particularly when working with 1mm Polycarbonate Sheets or functional grades such as Anti UV Polycarbonate Sheet where surface layer integrity must be preserved through the fabrication process.
Cold Bending
Cold bending PC sheet is possible without heating because polycarbonate's high elongation at break (typically 100–130%) allows significant elastic and plastic deformation without cracking. The minimum cold-bend radius depends on sheet thickness: as a practical rule, the minimum radius should be at least 150× the sheet thickness for flat-stock cold bending without surface stress whitening. A 3 mm sheet can therefore be cold-bent to a minimum radius of approximately 450 mm. Tighter radii require hot bending. Cold-bent panels must be held in the bent geometry by the mounting structure, as PC's elastic recovery will partially relax the bend angle when the forming force is removed — this springback must be accounted for in frame design.
Hot Bending
Hot bending PC sheet requires heating the bend zone to 150–180°C, above the glass transition temperature of approximately 147°C. Strip heaters positioned precisely on the intended bend line allow local heating without distorting the adjacent flat areas. Heating time depends on thickness: approximately 2 minutes per mm of thickness is a starting guideline, though this varies with heater output and ambient conditions. For co-extruded grades, the UV cap layer must face away from the heater element on tight-radius bends to avoid localized overheating of the thin functional layer. Cooling should be gradual and controlled — rapid quenching introduces residual stress that can initiate cracking at the bend zone under subsequent thermal cycling or solvent exposure.
Cutting
Circular saw cutting of Clear Polycarbonate Sheet requires carbide-tipped blades with a tooth pitch of 3–5 mm (fine pitch) and blade speeds of 3,000–4,000 rpm for thicknesses up to 6 mm. Higher blade speeds generate frictional heat that melts and re-welds the cut edge, producing a rough, stress-concentrated finish. Jigsaw and band saw cutting is suitable for curved profiles, using blades with at least 6–10 teeth per inch. For 1mm Polycarbonate Sheets, scoring-and-snapping with a dedicated plastic scribe produces clean straight edges without the chipping risk of saw cutting at thin gauges, provided the score depth is at least one-third of total thickness and the snap is executed in a single clean motion.
Drilling
Standard high-speed steel twist drills can be used for PC sheet if the cutting geometry is modified: the included angle should be reduced to 60–90° (versus the standard 118°) and the lip relief angle increased to 12–15° to reduce cutting force and heat generation. Drill speed should be lower than for metal — approximately 600–1,200 rpm for holes under 10 mm diameter — with consistent feed pressure to prevent the drill from grabbing and cracking the sheet at breakthrough. All drilled holes intended for fastener mounting should be oversized by 2–3 mm relative to fastener diameter to accommodate thermal expansion movement, a requirement that is especially important for large-format outdoor panels where temperature swings drive significant dimensional change across the panel.
Comparing Clear Polycarbonate Sheet Against PMMA and Glass in Optical and Mechanical Applications
Specifying between Clear Polycarbonate Sheet, PMMA (acrylic), and glass requires evaluating trade-offs across optical performance, mechanical properties, weatherability, and fabrication behavior simultaneously. No single material dominates all criteria — the right choice depends on which properties are non-negotiable for the specific application.
| Property |
Clear Polycarbonate Sheet |
PMMA (Acrylic) |
Float Glass |
| Light Transmittance |
88–90% |
92–93% |
88–90% |
| Impact Resistance (vs. glass) |
~250× |
7–18× |
Reference (1×) |
| Density (g/cm³) |
1.20 |
1.18 |
2.50 |
| UV Stability (uncoated) |
Poor (yellows without cap layer) |
Excellent (intrinsic) |
Excellent |
| Continuous Use Temp. |
~120°C |
~85°C |
>400°C |
| Scratch Resistance |
Low (requires AR coating) |
Moderate |
High |
| Cold Bendability |
Yes (R ≥ 150× thickness) |
No (brittle cold) |
No |
| Molding Shrinkage |
0.5–0.7% |
0.2–0.8% |
Negligible |
| Flame Rating |
UL 94 V-0 achievable |
UL 94 HB typical |
Non-combustible |
The table reveals where PC's advantages are decisive: cold bendability and impact resistance are PC-exclusive properties that neither PMMA nor glass can match. When a curved architectural panel must be formed on-site without a heated forming tool, only PC sheet can accommodate the fabrication method. When a glazing panel must survive repeated high-energy impacts without shattering — in sports facilities, security barriers, or industrial enclosures — PC's 250× glass impact resistance is the determining criterion. Conversely, when optical clarity at the highest transmission levels and long-term UV stability without any surface coating are required, PMMA's intrinsic properties make it the better substrate. The 2–3 percentage point transmittance advantage of PMMA over PC, while modest in isolation, compounds across multi-layer optical assemblies as described above.
Specifying 1mm Polycarbonate Sheets for Thin Optical and Protective Component Applications
1mm Polycarbonate Sheets occupy a specialized position in the broader PC sheet range — thin enough to be flexible rather than rigidly structural, yet dimensionally stable enough for precision optical and protective component applications that film substrates cannot satisfy. At 1 mm nominal thickness, PC sheet retains the full optical, thermal, and mechanical properties of thicker PC grades while enabling applications where mass, profile height, or forming radius requirements preclude heavier gauge material. The combination of low molding shrinkage (0.5–0.7%), high impact resistance, and co-extrudable functional layers makes 1 mm PC sheet particularly valuable in the following application areas:
- Thin optical diffuser layers in LED luminaires: Where fixture depth constraints prevent the use of 2–3 mm standard diffuser sheets, 1 mm PC diffuser panels reduce the optical path between the LED array and the diffuser surface without compromising transmittance or haze control. The dimensional stability of PC at 1 mm ensures the panel does not warp under the elevated surface temperatures of enclosed LED fixtures (typically 60–80°C at the diffuser).
- Consumer electronics protective covers: Display protective panels, touch-screen overlays, and instrument cluster covers in consumer electronics and automotive applications use 1 mm PC sheet for its combination of optical clarity, surface hardness (when AR-coated via co-extrusion), and impact resistance against drop events. The low shrinkage ensures cut panels maintain tolerance-critical dimensions for snap-fit and gasket-seal assemblies.
- Medical device housings and face panels: Medical equipment that requires sterilization-compatible transparent panels — indicator windows, protective shields, observation covers — uses 1 mm PC sheet because it withstands repeated cleaning with hospital-grade disinfectants and maintains dimensional stability through the steam or chemical sterilization cycles used in clinical environments.
- Formed curved covers: At 1 mm thickness, PC sheet can be cold-bent to radii as tight as 150 mm (per the 150× thickness guideline), enabling curved protective covers and decorative trim pieces that thicker gauges require thermoforming equipment to produce. This fabrication flexibility reduces tooling cost for low-to-medium volume applications where heated forming tooling is not economically justified.
Suzhou Gentle Photoelectric Technology Co., Ltd. produces PC sheet series including thin-gauge grades with the dimensional stability and optical consistency that these precision applications require. Leveraging over 37 patent applications and an in-house R&D system that supports full-process customized development from material formulation design through mass production, the company supplies Polycarbonate Sheets across the thickness spectrum — from 1 mm thin optical components to structural glazing gauges — to customers across display, lighting, consumer electronics, automotive, and medical equipment sectors in more than 50 export markets.
 English
English Español
Español